Cream, Butter & Ghee Processing
Cream, Butter & Ghee Processing
Milkaya provides complete cream processing plants with advanced separation, pasteurization, churning, washing, and clarification systems. Our turnkey solutions produce premium quality cream, butter, ghee, and specialty dairy fat products with consistent texture, superior flavor, and extended shelf life.

Cream Separation Systems
High-speed centrifugal separators for efficient cream separation with precise fat content control and maximum yield. Our hermetic separator design ensures gentle handling of milk components while achieving superior separation efficiency and consistent cream quality.
Advanced automation systems provide real-time fat content monitoring and automatic standardization, enabling production of various cream grades from light cream to heavy cream with precise fat percentages and optimal product characteristics.
- High-speed centrifugal separation
- Precise fat content control
- Hermetic separator design
- Automatic standardization systems
- Real-time monitoring and control
- Maximum fat recovery efficiency
Separation Parameters
- Fat Content Range: 18-45% adjustable
- Separation Efficiency: 99.5% fat recovery
- Processing Capacity: 1,000-15,000 L/hr
- Temperature Range: 35-45°C
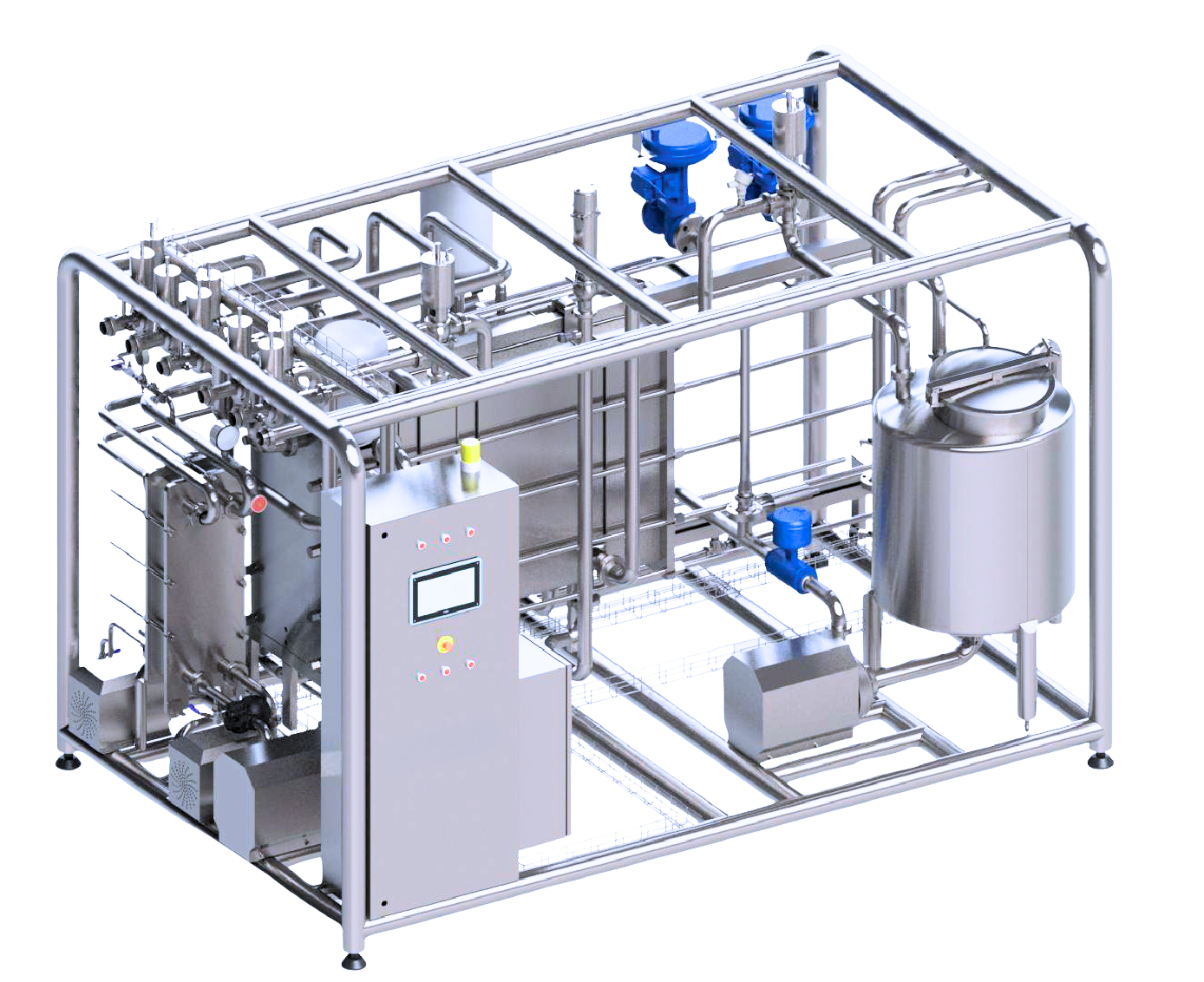
Cream Pasteurization & Treatment
Specialized HTST pasteurization systems designed for cream processing with gentle heat treatment to preserve flavor and texture characteristics. Our plate heat exchangers ensure uniform heating and cooling while maintaining cream stability and preventing fat destabilization.
Energy-efficient heat recovery systems reduce operational costs while integrated automation ensures precise temperature control and consistent pasteurization quality for all cream grades and processing volumes.
- HTST pasteurization technology
- Gentle heat treatment process
- Uniform heating and cooling
- Fat stability preservation
- Energy recovery systems
- Automated temperature control
Pasteurization Specifications
- Pasteurization Temp: 85-95°C ± 1°C
- Holding Time: 15-20 seconds
- Energy Recovery: Up to 90%
- Processing Rate: 500-8,000 L/hr

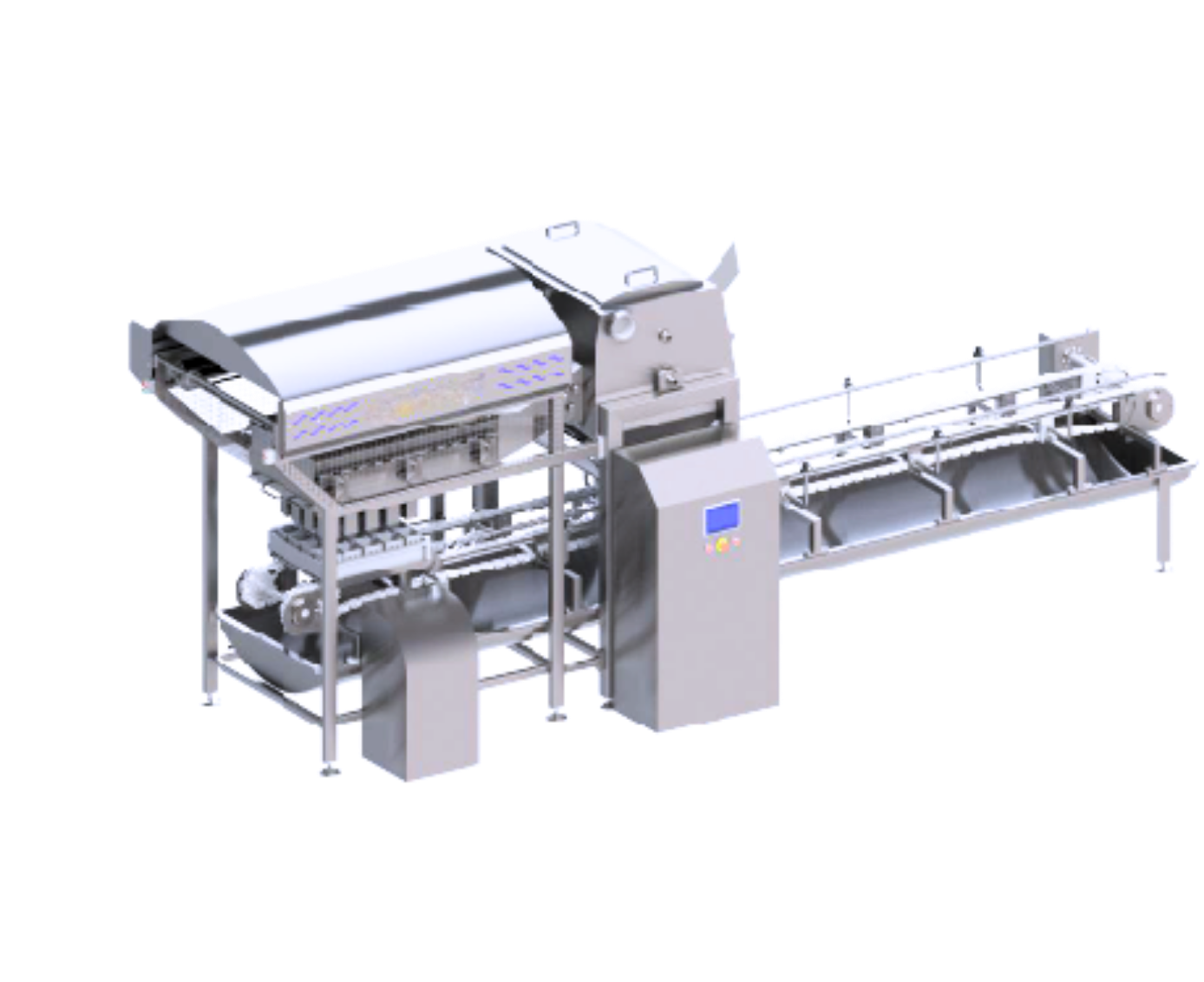
Butter Churning Systems
Advanced continuous churning systems for efficient butter production with precise control over churning time, temperature, and agitation speed. Our stainless steel churns ensure optimal fat globule aggregation and consistent butter grain formation for superior product quality.
Automated monitoring systems track churning progress and buttermilk separation, ensuring optimal fat content in final butter while maximizing yield and maintaining consistent texture and flavor characteristics.
- Continuous churning technology
- Precise temperature control
- Variable agitation speed control
- Optimal fat aggregation systems
- Automated monitoring systems
- Maximum yield optimization
Churning Parameters
- Churning Temperature: 12-16°C controlled
- Churning Time: 20-45 minutes
- Butter Fat Content: 80-85%
- Processing Capacity: 200-2,000 kg/hr
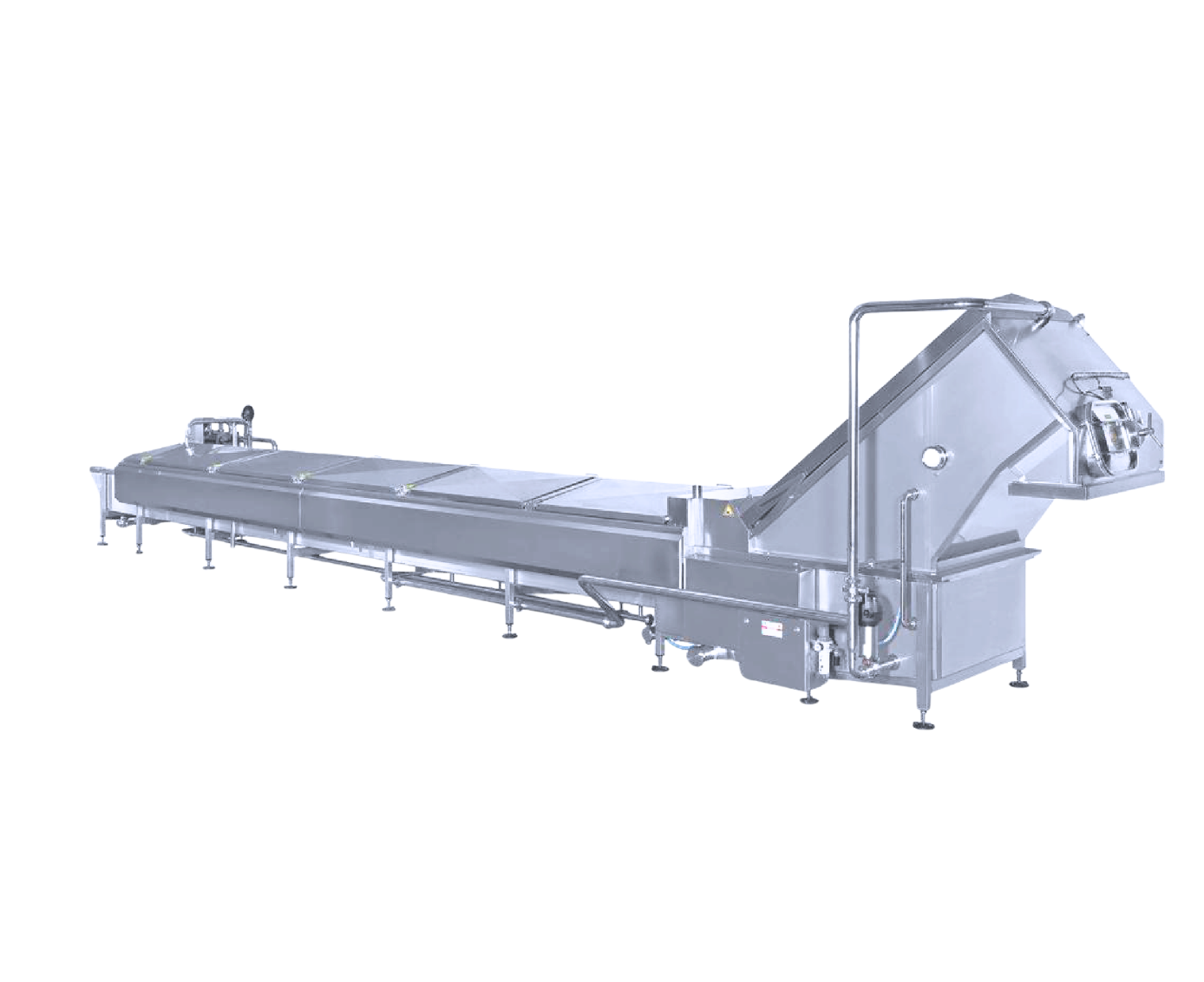
Butter Washing & Working
Precision washing and working systems for removing residual buttermilk and achieving desired moisture content in butter. Our continuous working machines ensure uniform salt distribution and optimal texture development while maintaining butter integrity.
Advanced water management systems provide consistent washing quality while automated moisture control ensures compliance with butter standards and customer specifications for various butter grades and applications.
- Precision washing systems
- Automated moisture control
- Uniform salt distribution
- Continuous working machines
- Water quality management
- Texture optimization systems
Washing & Working Specs
- Moisture Content: 15-17% controlled
- Salt Content: 0-2.5% adjustable
- Working Time: 5-15 minutes
- Water Temperature: 10-15°C

Ghee Clarification Systems
Advanced ghee production systems with controlled heating and clarification processes for premium quality ghee manufacturing. Our stainless steel clarification vessels ensure precise temperature control and optimal moisture removal while preserving the characteristic flavor and aroma of ghee.
Automated process control systems monitor temperature, time, and moisture levels throughout the clarification process, ensuring consistent quality and yield while meeting traditional ghee standards and modern food safety requirements.
- Controlled heating systems
- Precise temperature monitoring
- Optimal moisture removal
- Flavor and aroma preservation
- Automated process control
- Traditional quality standards
Ghee Production Parameters
- Clarification Temp: 110-120°C controlled
- Moisture Content: <0.3% final
- Fat Content: 99.5% minimum
- Processing Time: 45-90 minutes
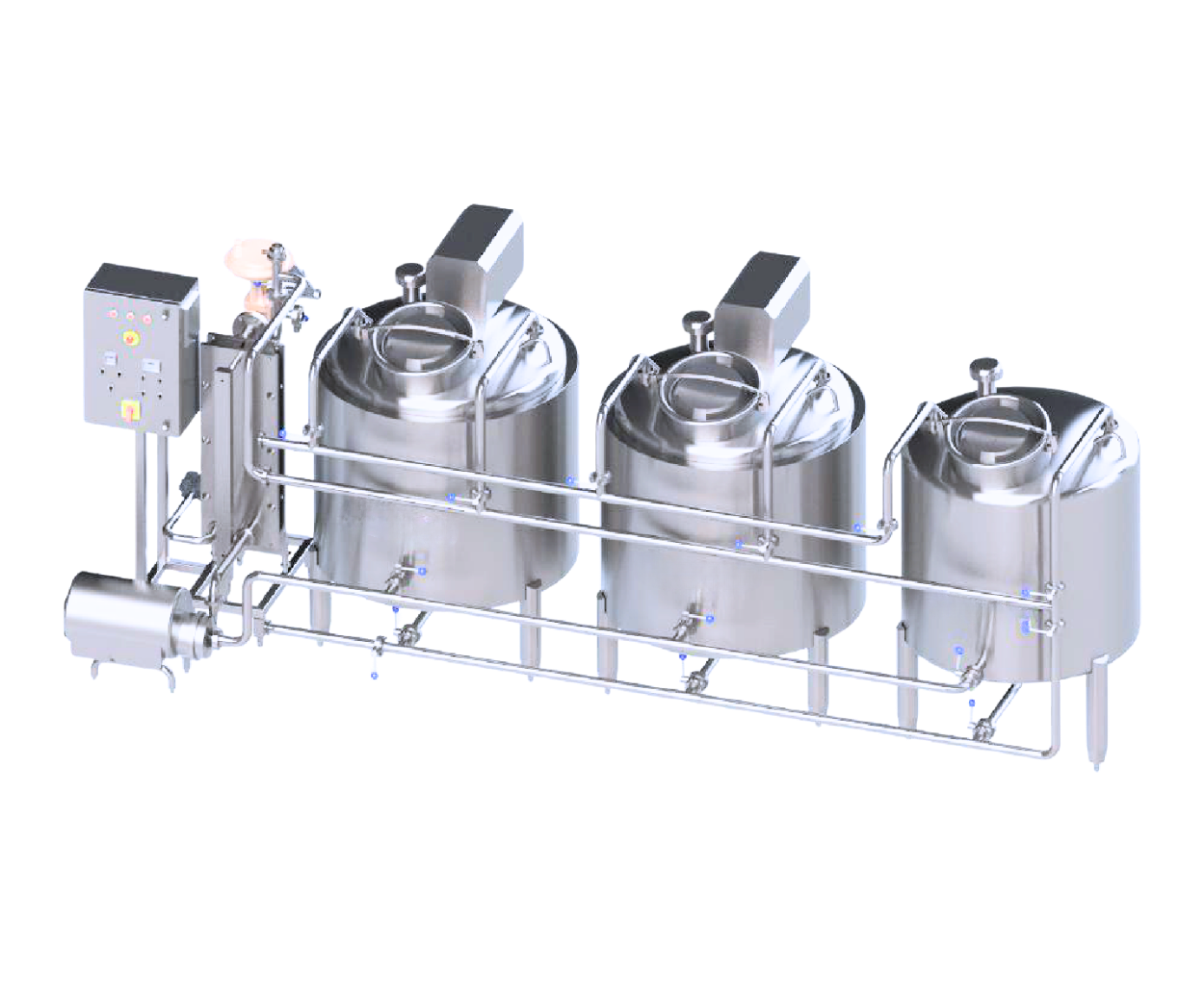
Cream Storage & Aging
Temperature-controlled storage and aging systems for cream maturation and flavor development. Our insulated storage tanks maintain optimal conditions for cream aging while preventing contamination and preserving product quality throughout the storage period.
Advanced cooling systems with automated monitoring ensure consistent temperature maintenance and proper cream conditioning for downstream processing into butter or other dairy fat products.
- Temperature-controlled storage
- Insulated tank construction
- Automated monitoring systems
- Contamination prevention
- Quality preservation systems
- Optimal aging conditions
Storage Parameters
- Storage Temperature: 4-8°C ± 1°C
- Aging Time: 12-48 hours
- Tank Capacity: 2,000-20,000 Liters
- Insulation: PU foam 120mm
Packaging & Quality Control
Automated packaging systems for cream, butter, and ghee products with hygienic filling technology and precise portion control. Our multi-format packaging lines accommodate various container types including bottles, cups, blocks, and bulk containers with integrated quality control systems.
Advanced sealing and labeling systems ensure product freshness and traceability while automated weight checking and metal detection provide comprehensive quality assurance for all packaged products.
- Multi-format packaging capability
- Hygienic filling technology
- Precise portion control
- Automated sealing systems
- Quality control integration
- Product traceability systems
Packaging Specifications
- Filling Speed: Up to 6,000 units/hr
- Container Range: 100ml - 25 kg
- Filling Accuracy: ±0.5% precision
- Package Types: Bottles, cups, blocks
Complete Dairy Fat Product Range
Our versatile processing systems support production of premium cream, butter, ghee, and specialty dairy fat products with consistent quality and traditional authenticity.
Ready to Start Your Cream Processing Production?
Partner with Milkaya for complete turnkey cream, butter, and ghee processing solutions. Our expert team provides comprehensive support from separation to final packaging.