UHT & Pasteurization Systems
UHT & Pasteurization Systems
Milkaya provides complete UHT sterilization and pasteurization plants with advanced HTST systems, aseptic processing, heat recovery, and automated control. Our turnkey solutions ensure extended shelf life, superior product safety, and optimal nutritional retention for dairy and beverage applications.
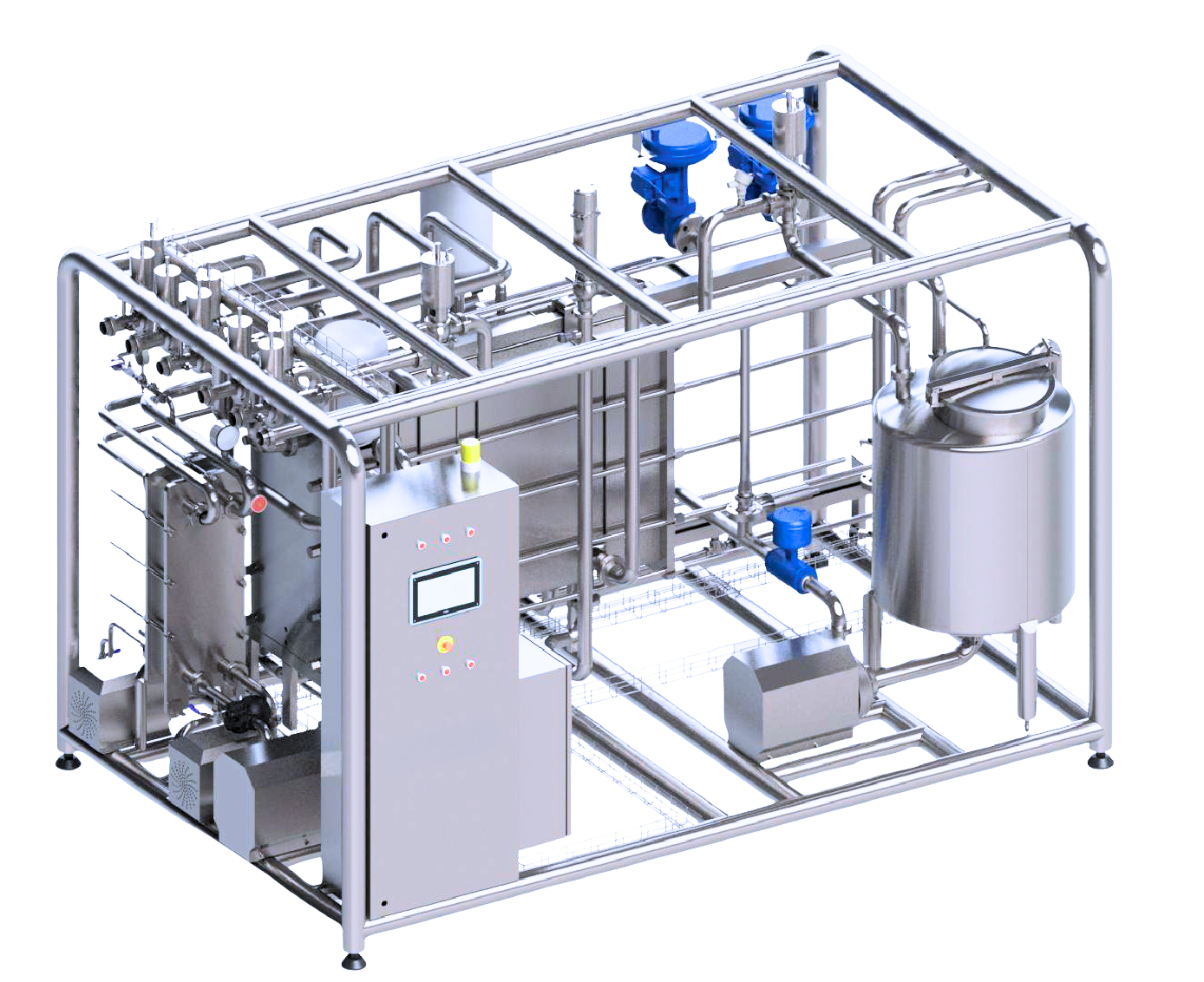
HTST Pasteurization Systems
High Temperature Short Time (HTST) pasteurization systems with plate heat exchangers for efficient heat treatment and energy recovery. Our automated systems ensure precise temperature control and holding time compliance while maintaining product quality and nutritional value.
Advanced monitoring and recording systems provide complete process documentation and regulatory compliance, ensuring consistent pasteurization effectiveness and product safety across all production batches.
- Plate heat exchanger technology
- Precise temperature control
- Automated monitoring systems
- Energy recovery systems
- Regulatory compliance design
- Nutritional value preservation
HTST Parameters
- Pasteurization Temp: 72°C ± 0.5°C
- Holding Time: 15 seconds minimum
- Energy Recovery: Up to 95%
- Processing Rate: 1,000-30,000 L/hr

UHT Sterilization Systems
Ultra High Temperature (UHT) sterilization plants for extended shelf life products with direct and indirect heating systems. Our advanced UHT technology ensures complete microbial destruction while preserving product taste, texture, and nutritional properties for long-term storage without refrigeration.
Integrated aseptic processing systems maintain sterility throughout the entire production chain, enabling production of shelf-stable dairy and beverage products with superior quality and extended shelf life up to 12 months.
- Direct and indirect UHT systems
- Complete microbial destruction
- Aseptic processing integration
- Extended shelf life capability
- Nutritional property preservation
- Sterility maintenance systems
UHT Parameters
- Sterilization Temp: 135-150°C
- Holding Time: 2-8 seconds
- Shelf Life: 6-12 months ambient
- Processing Rate: 2,000-25,000 L/hr

Advanced Heat Recovery Systems
Energy-efficient heat recovery systems with multi-stage regeneration for optimal energy utilization and reduced operational costs. Our plate and tubular heat exchangers maximize thermal efficiency while maintaining precise temperature control throughout the heat treatment process.
Advanced thermal optimization technology recovers up to 95% of heat energy, significantly reducing steam and cooling water consumption while maintaining superior heat transfer performance and process reliability.
- Multi-stage heat regeneration
- Maximum thermal efficiency
- Reduced energy consumption
- Precise temperature control
- Superior heat transfer
- Process reliability optimization
Heat Recovery Performance
- Heat Recovery Rate: 90-95% efficiency
- Steam Savings: Up to 85%
- Cooling Water Savings: Up to 80%
- Payback Period: 12-18 months

Aseptic Processing Systems
Complete aseptic processing lines with sterile product handling and packaging integration. Our closed-loop systems maintain product sterility from UHT treatment through final packaging, ensuring extended shelf life and superior product quality without preservatives or refrigeration requirements.
Advanced sterilization and sterility maintenance systems provide comprehensive contamination control throughout the entire process chain, meeting the highest international standards for aseptic product manufacturing.
- Closed-loop aseptic systems
- Sterile product handling
- Packaging integration
- Contamination control systems
- Sterility maintenance technology
- International standard compliance
Aseptic Parameters
- Sterility Assurance: 10⁻⁶ probability
- Environmental Class: Grade A/B zones
- Product Shelf Life: 6-12 months
- Processing Rate: 1,500-20,000 L/hr

Advanced Automation & Control
Sophisticated PLC and SCADA control systems with real-time monitoring and data logging for optimal process control and regulatory compliance. Our automation systems ensure consistent heat treatment parameters while providing comprehensive process documentation and alarm management.
Integrated quality management systems with continuous monitoring of critical control points (CCP) ensure product safety and process reliability while minimizing operator intervention and maximizing production efficiency.
- PLC and SCADA integration
- Real-time process monitoring
- Comprehensive data logging
- Regulatory compliance systems
- CCP monitoring integration
- Alarm management systems
Control System Features
- Temperature Accuracy: ±0.2°C precision
- Data Logging: FDA 21 CFR Part 11
- Response Time: <1 second
- System Reliability: 99.8% uptime
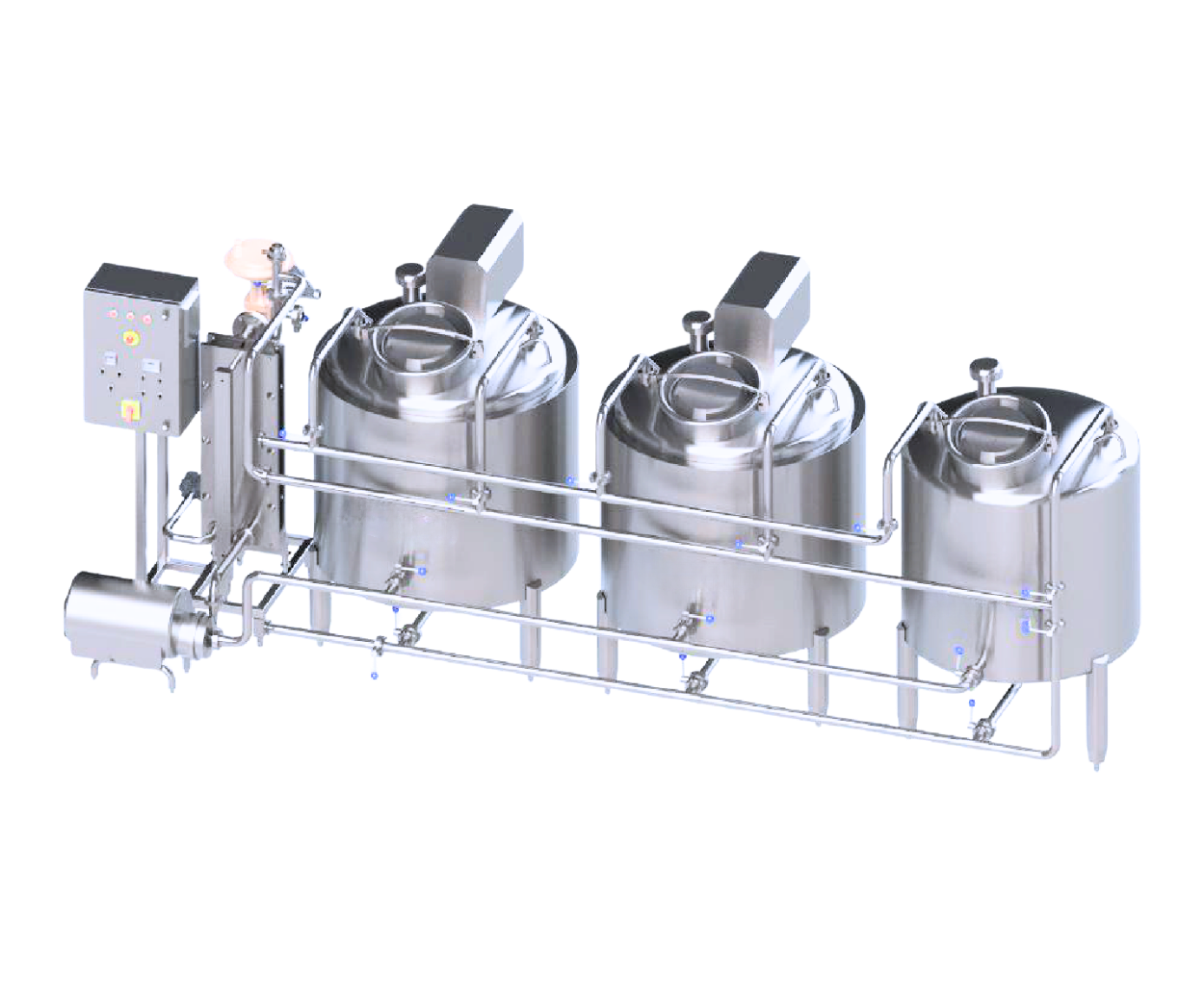
Integrated CIP Systems
Automated Clean-in-Place (CIP) systems with optimized cleaning cycles for heat treatment equipment. Our multi-tank CIP systems ensure thorough cleaning and sanitization while minimizing water, chemical, and energy consumption through intelligent cycle optimization and heat recovery.
Advanced cleaning validation systems monitor cleaning effectiveness and provide documentation for regulatory compliance, ensuring consistent hygiene standards and maximum equipment uptime with minimal manual intervention.
- Automated CIP systems
- Multi-tank configuration
- Optimized cleaning cycles
- Chemical consumption optimization
- Cleaning validation systems
- Heat recovery integration
CIP Performance
- Cleaning Efficiency: 99.9% effectiveness
- Water Savings: Up to 40%
- Chemical Savings: Up to 30%
- Cycle Time: 45-90 minutes

Quality Control & Monitoring
Comprehensive quality control systems with online monitoring of critical parameters including temperature, pH, conductivity, and turbidity. Our integrated quality management ensures consistent product safety and compliance with international dairy and food safety standards.
Advanced analytical systems provide real-time quality assessment and automatic product diversion when parameters deviate from specifications, ensuring only products meeting quality standards reach the market while maintaining full traceability.
- Online parameter monitoring
- Real-time quality assessment
- Automatic product diversion
- International standards compliance
- Full product traceability
- Integrated quality management
Quality Parameters
- Temperature Monitoring: ±0.1°C accuracy
- pH Measurement: ±0.05 pH units
- Response Time: <5 seconds
- Data Integrity: 100% traceability
Complete Heat Treatment Applications
Our versatile UHT and pasteurization systems support processing of diverse dairy and beverage products with optimal heat treatment parameters for each application.
Ready to Implement UHT Processing?
Partner with Milkaya for complete turnkey UHT and pasteurization solutions. Our expert team provides comprehensive support from system design to production optimization.